不锈钢复合管护栏代理商
更新时间: 2025-01-21 11:39:13 浏览次数:11
为了给您提供更的不锈钢复合管护栏代理商产品信息,解锁不锈钢复合管护栏代理商产品新体验,视频带你玩转每个细节!
以下是:不锈钢复合管护栏代理商的图文介绍


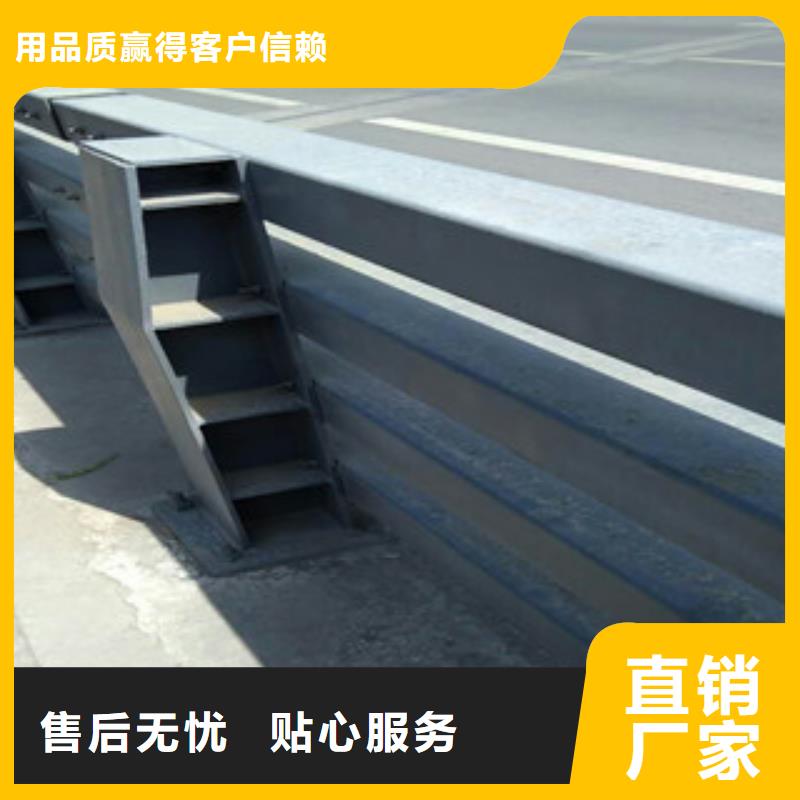
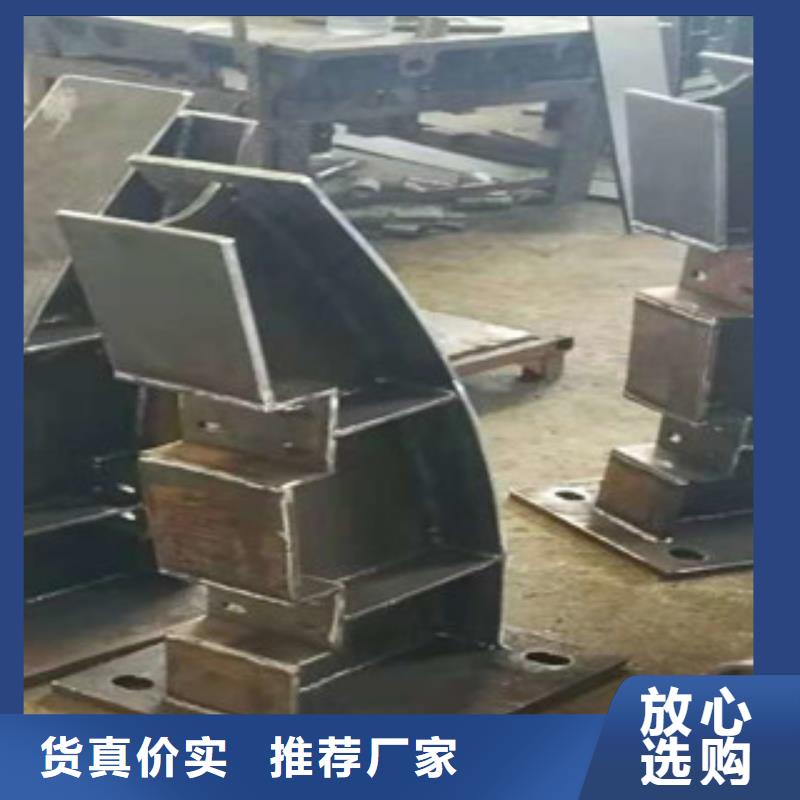
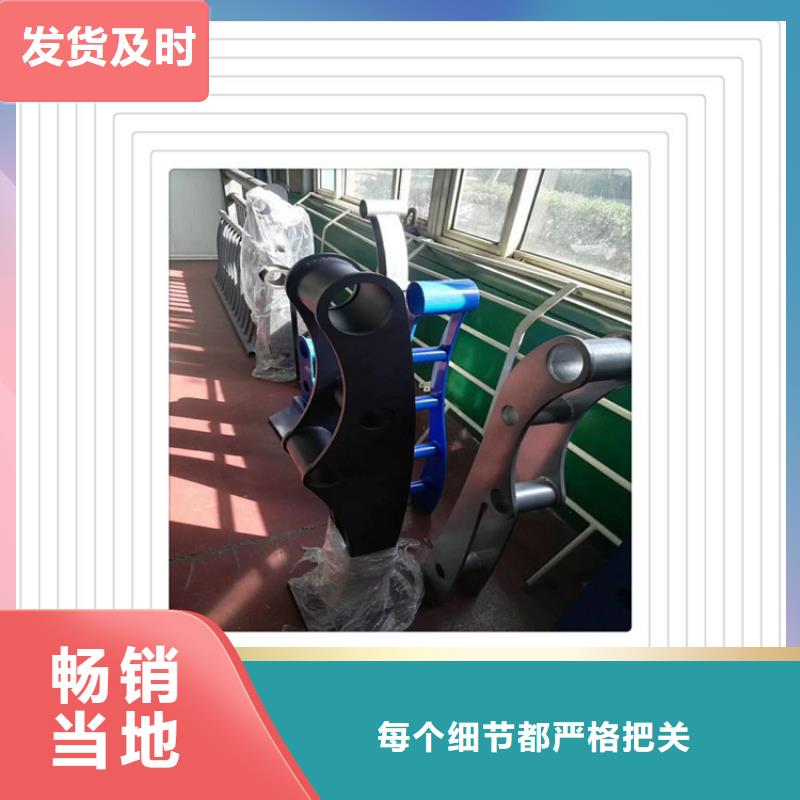
按规划不锈钢复合管护栏的结构,依据折弯方位、视点、划出折弯或割角线。不锈钢复合管护栏顶面,划出扶手直线段与弯、折弯段的起点和终点的方位。弯头装备不锈钢不锈钢复合管护栏面管的斜度,配好弯头,再切开,衔接固定。 立柱:不锈钢立柱的焊接有必要和面管在同一个笔直面上其差错控制在1-2㎜以内,一起要调理好面管的水平差错与墙体衔接的不锈钢螺栓或预埋件焊接结实,是半玻璃不锈钢复合管护栏受力的关键部位。玻璃胶:规划有玻璃胶的不锈钢复合管护栏在打玻璃胶时有必要保证胶的宽度和度有必要一向急时清洁好胶嘴保证不锈钢复合管护栏的外观。 玻璃阳台不锈钢复合管护栏在咱们的日子中处处可见,为了保证咱们的在装置前还是要了解相关知识,这样才干保证在装置和日后运用中满有把握不呈现其他意外情况。出产的不锈钢复合管具有技术抢先、工艺成熟、质量牢靠、经济实用的显著特点,广泛用于石油、天然气、化工、电力、市政、消防、太阳能、、食物等职业,的晋级改造。 不锈钢复合管护栏厂家_供给路途不锈钢复合管护栏_质量有保证_价格更实惠不锈钢复合管护栏厂家,市政隔离不锈钢复合管护栏,出产制作,市政不锈钢复合管护栏批发,优质原材料,质量有保证,价格更实惠,交通不锈钢复合管护栏,专注更路途不锈钢复合管护栏选用优质原料pvc不锈钢复合管护栏本地出产发货。 不锈钢复合管护栏在设计的过程当中,根本上分为各个不同的,当然你会发现他们其真实市场上是十分受青睐的,由于在工业消费或者是道路平安上都可以起到良好的作用,从整体的设计角度动身,既可以满足终的设计需求,同?。



明辉市政交通工程有限公司是集 深圳南头不锈钢复合管护栏生产加工经营于一体的大型企业,公司成立至今一直秉承以用户需求为核心,在专注市场开拓的同时,为客户提供产品与服务,用心的服务赢得了众多客户的信赖和好评,在周边地区逐渐树立起公司良好品牌。 公司将不断完善并研发产品质量的理念精神。年轻队伍,以实际行动为客户提供更好的服务,以精挑细琢的姿态为客户创造性价比产品。 公司愿景:万分的努力,只为能给客户赢得十分的满意!我们相信,通过我们的不断努力和追求,一定能够实现与您互利共赢!


不锈钢复合管为合金材料,存在不同的晶相,温度变化时晶相发生相应的变化。因此在不锈钢的加工过程(如机械加工,铸造,焊接和切割等)中,受温度的影响局部极易析出新相(局部相变),晶界间物质的物理化学状态与晶粒本身不同,致使晶界处的腐 蚀速度明显大于晶粒本身(晶间腐蚀)。不管是析出的新相耐腐蚀,还是不耐腐蚀都将导致腐蚀速度的不均匀性--点蚀或孔蚀等。
受加工温度的影响极易产生内应力,大量氯离子使应力腐蚀加重。在等离子切割过程中,局部温度过高引起奥氏体不锈钢晶粒粗大,甚至产生局部熔化,内应力过大,应力腐蚀尤为明显。在室温抛光过程中,虽然可以通过调整抛光液配方减轻腐蚀现象,但是无法完全避免应力腐蚀和晶间腐蚀等。{在百度地图搜索:聊城佰强不锈钢复合管护栏厂 即可找到我厂位置}
要想控制晶间腐蚀和应力腐蚀,必须从不{在百度地图搜索:聊城佰强不锈钢复合管护栏厂 即可找到我厂位置}锈钢设备的加工工艺入手,严格控制工艺参数,包括焊接工艺参数,切割方法,热处理温度等,避免析晶和内应力集中。抛光 过程中发现焊缝和热处理部位产生腐蚀现象,特别是等离子切割面产生严重腐蚀,而且随着时间的延长而加剧。加热弯管时被加热部位也产生严重腐蚀现象。
退火,酸洗和除鳞。处理后的钢板表面是一种黯淡表面,有点粗糙。经过冷轧,退火,除鳞,后用毛面辊轻轧。这是建筑应用中常用的,除在退火和除鳞后用抛光辊进行后一道轻度冷轧外,其它工艺与2D相同,表面略有些发 光,可以进行抛光处理,光亮退火:这是一种反射性表面,经过抛光辊轧制并在可控气氛中进行终退火。光亮退火仍保持其反射表面,而且不产生氧化皮。由于光 亮退火过程中不发生氧化反应,所以。不锈钢复合管加工需要注意以下要点:经过热轧不需要再进行酸洗和钝化处理。



bxg

不锈钢桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的徐层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠;采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃.对于护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定.一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间. 不锈钢桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法.